
刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;这种对刀方法,就算机床断电,来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭车床也不需要重新对刀。二、数控车床编程技巧,(一)零件的加工顺序:先钻孔后平端(这是防止钻孔时缩料)。
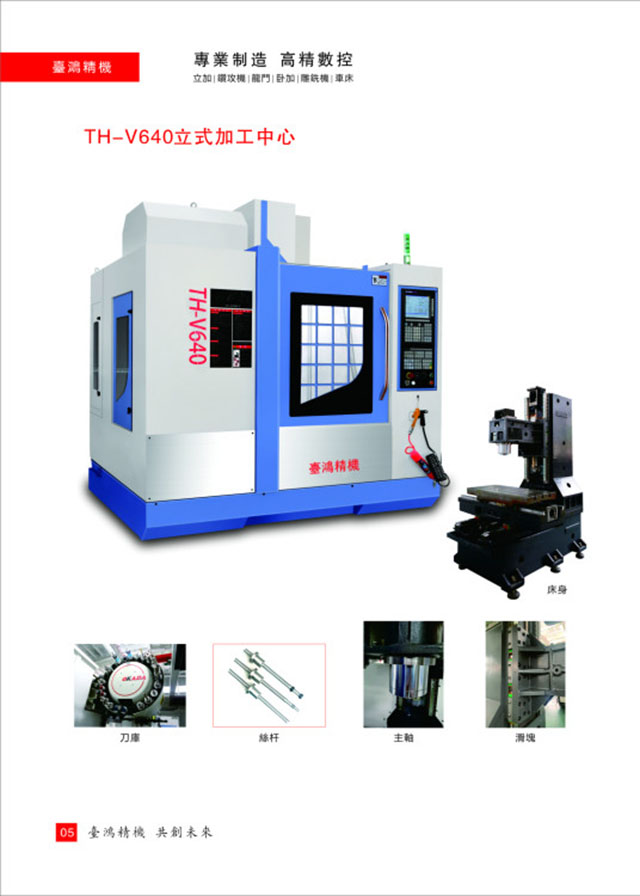
二、立式加工中心和卧式加工中心区别在于工作台不同。立式加工中心的工作台通常是十字滑台结构的t型槽工作台,两个运动机构负责相互垂直方向的移动,x向进给的工作台复盖了y向进给的导轨,卧式加工中心的工作台只设计成x或y向运动,工作台形式一般是点螺纹孔台面的旋转式工作台。一般来说卧式加工中心比立式加工中心更加复杂,价格也更加昂贵。以上就是两种加工中心的区别了,希望对大家有所帮助!台鸿精密机械是一家成熟的加工中心制造公司,如果您有产品需要,可以联系我们咨询!
这个配的过程是一个技术和体力相结合的过程,一般工人不能完成,需要技术相对较多,对机床整体精度有相当把握的装配工人来完成,同时还需要配上铲子刀,平尺,角尺,方尺,百分表,千分表和其他相关工具来完成。4、使用寿命不长,这个只能是相对而言,在相同的保养和使用条件下,一般硬轨的使用寿命都比线轨短,这与其运动方式有很大关系,硬轨采用滑动摩擦运行,而线轨采用滚动摩擦运行,从摩擦力来看,硬轨的摩擦力比线轨大得多。

试件的尺寸如果试件切削了数次,外形尺寸减少,孔径增大。当用于验收检验时,建议选用终的轮廓加工试件尺寸与本标准中规定的一致,以便如实反映机床的切削精度。试件可以在切削试验中反复使用,其规格应保持在本标准所给出的特征尺寸的士10%以内。当试件再次使用时,在进行新的精切试验前,应进行一次薄层切削,以清理所有的表面。











