试件的尺寸如果试件切削了数次,外形尺寸减少,孔径增大。当用于验收检验时,建议选用终的轮廓加工试件尺寸与本标准中规定的一致,以便如实反映机床的切削精度。试件可以在切削试验中反复使用,其规格应保持在本标准所给出的特征尺寸的士10%以内。当试件再次使用时,在进行新的精切试验前,应进行一次薄层切削,以清理所有的表面。

目前先进国家的车削和铣削的切削速度已达到5000~8000m/min以上;机床主轴转数在30000r/min(有的高达10万r/min)以上。例如:在铣削平面时,国外的切削速度一般大于1000~2000m/min,而国内只相当于国外的1/12~1/15,即国内干12~15个小时的活相当于国外干1个小时。
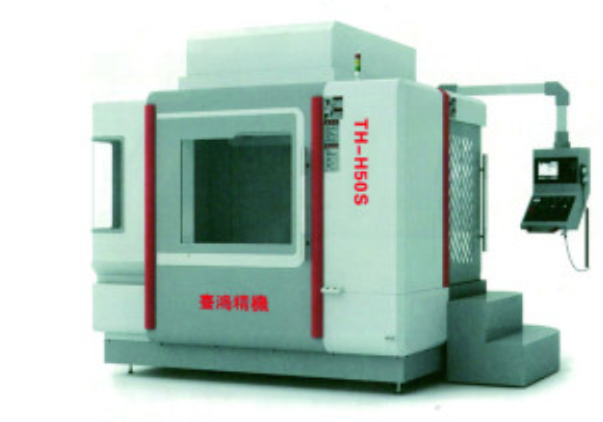
卧式加工中心的显著特点:高精度,卧式加工中心的X、y、Z三个坐标丝杠采用先进的中空冷却技术,有效地控制了机床加工运动过程中的发热变形问题,提高了数控机床的加工精度:此外,数控机床具有温度补偿功能,在机体的主要位置装有温度传感元件,通过数控系统分析并补偿坐标的位置实现机床高精度。机床y、Z轴的定位精度可达±0.0025mm,盖轴的定位精度可达±0.003mm,y、Z轴的重复定位精度可达±0 002mm,石轴的重复定位精度可达±。











